Svařování kovových materiálů nemusí být záležitost jen vysokovýkonových laserů
V naší aplikační laboratoři neustále hledáme nové možnosti využití našich laserů, abychom využili jejich potenciálu naplno.
V případě přeplátovaného spoje s tloušťkou vrchní stěny dílu do 0,3 mm lze pro aplikaci svařování s úspěchem použít i slabší nanosekundové pulzní vláknové lasery o průměrném výkonu například jen 20 W.
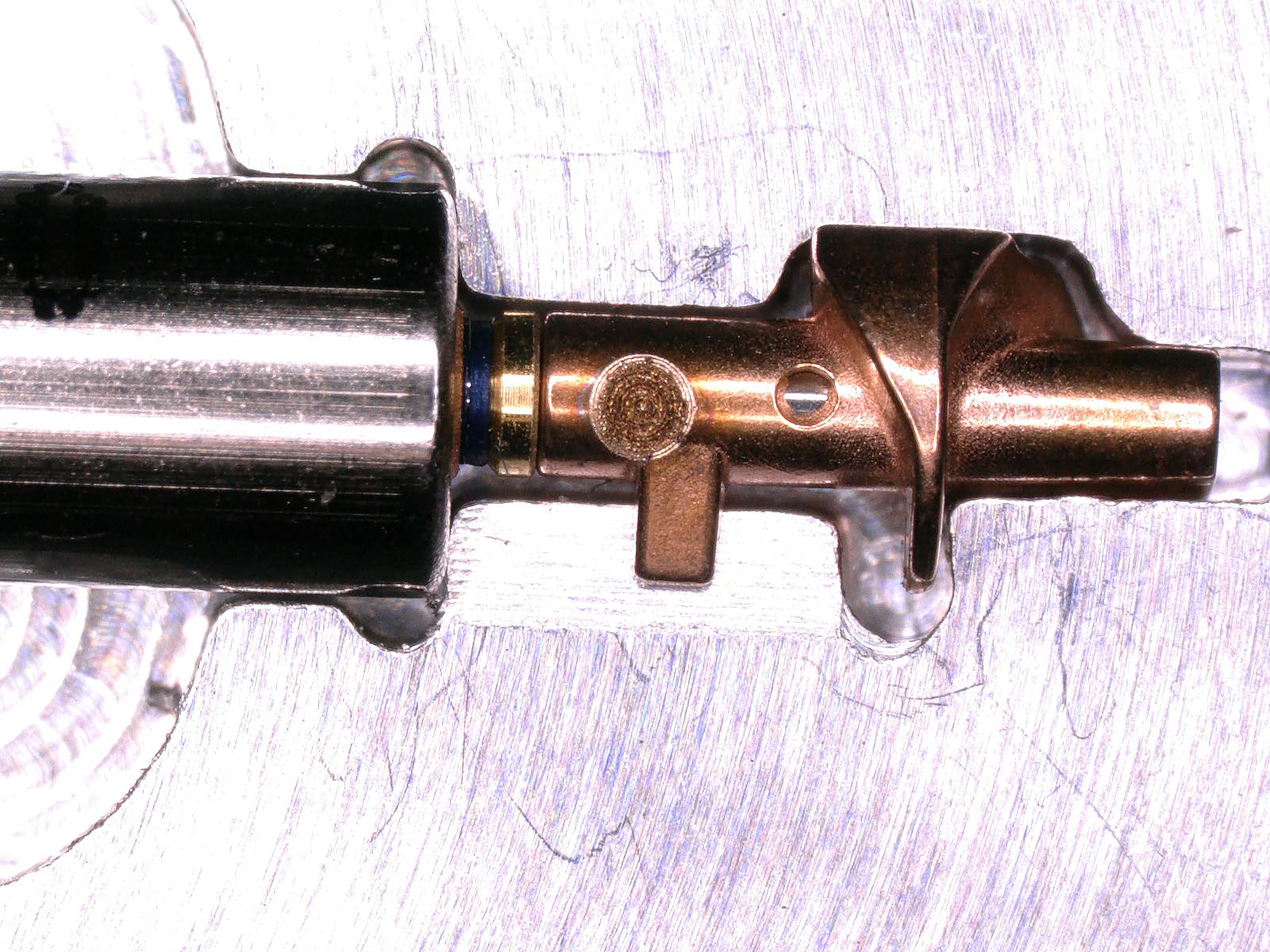
V tomto konkrétním případě dosahujeme, díky vysoké energii v pulzu vláknového laseru, oboustranného přenesení lokálních tavenin formou úzkých kapilár z horní vrstvy do spodní a naopak. Na tomto principu vytváříme velmi detailní bodový svár o vnějším průměru cca 800 mikrometrů. Technologicky se tedy nejedná o typický svár vytvořený promísením tavenin. V našem případě svár svojí strukturou připomíná spíše velké množství dílčích nýtových spojů.
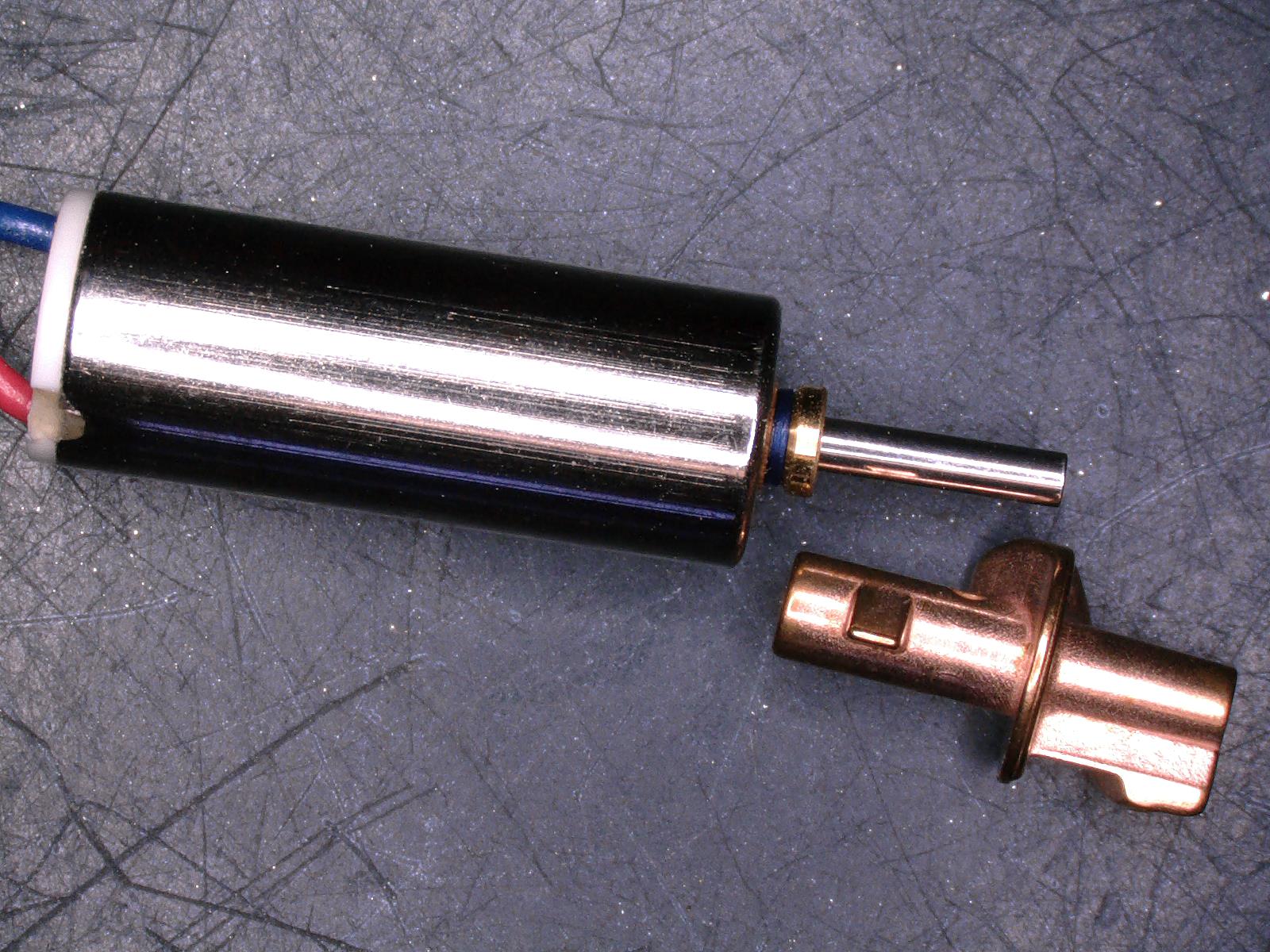
Tato metoda umožňuje spojovat i rozdílné (heterogenní) kovové materiály - v tomto případě měď s nerezovou ocelí. Použití je různorodé, od spojení unašeče a hřídelky malého motorku (viz obrázek níže) až po velmi pevné spojování kontaktů bateriových článků.